Как сделать съемник клапанов своими руками?
Как сделать съёмник подшипников своими руками
Как понять, что ступичный подшипник вышел из строя? По звуку! Главный симптом — гул, усиливающийся при разгоне. Если он возникает лишь изредка, значит, подшипник только начал ломаться. Постоянный подозрительный звук при нарастании нагрузки означает, что эта часть авто требует немедленной замены. В любом случае для проведения ремонта понадобится съёмник подшипников. Его можно купить либо сделать своими руками.
Как съёмник облегчает жизнь автовладельца
С помощью этого инструмента можно провести демонтаж подшипников, втулок, шкивов, фланцев и других узлов, снять или зафиксировать кольца и шестерни, отремонтировать элементы ходовой. Он сильно облегчает процесс технического обслуживания и ремонта разных частей транспортного средства. Используя правильный съёмник, вы быстро и просто замените повреждённый элемент без риска повреждения соединённых с ним элементов машины. Вдобавок инструмент можно использовать для работы с труднодоступными частями авто, в удобной позиции.
Изделия могут иметь разную конструкцию, но чаще всего встречается следующая — несколько лап захвата, которые имеют форму крюков, и резьбовой стержень между ними. Благодаря такому строению можно легко ухватить требуемый элемент и выпрессовать из него подшипник.
Инструменты подразделяются на две группы.
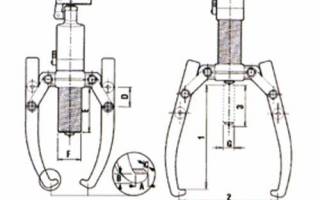
- Гидравлические. При их работе применяется гидравлическая тяга, снятие и посадка выполняются в полуавтоматическом режиме. Основной частью такого съёмника является гидравлическая гайка, внутренняя полость которой давит на специальный поршень. Тот в свою очередь передаёт усилие на нужную деталь. Гидравлическая модель востребована у владельцев грузовиков и других крупногабаритных машин — с её помощью можно без особого труда снять самые массивные внутренние части.
Так выглядит гидравлический съёмник подшипников
- Механические. Действуют от мускульной силы человека, востребованы для монтажа/демонтажа ступичных подшипников. Бывают двухзахватными, трёхзахватными и внутренними. Двухзахватные — самые простые. Их используют там, где нужен максимальный контроль процесса. Трёхзахватные оснащаются тремя лапами и применяются для работ с передней ступицей и генератором. Внутренние варианты пригодятся для снятия шариковых и игольчатых роликовых подшипников, вдобавок ими можно демонтировать разные латунные муфты.
Съёмники подшипников могут иметь разные размеры, но самыми популярными являются универсальные. Их параметры можно регулировать вручную, подстраивая под любой диаметр.
Своими руками можно сделать разные инструменты, но лучше всего изготовить универсальный трёхзахватный вариант — его удобно использовать.
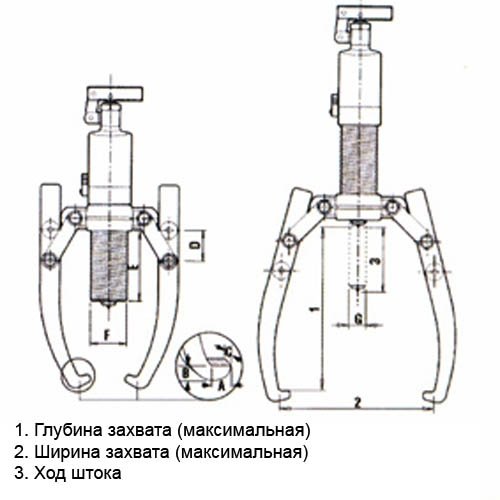 Схема двухзахватного съемника
Схема двухзахватного съемника
Делаем универсальный трёхзахватник своими руками
Чтобы сделать универсальный трехзахватный съёмник, предназначенный для работ с подшипниками размером от 202 до 308, понадобятся:
- листовой металл (шириной в 10 мм);
- металл-кругляк поперечником в 30 мм.
Если планируете снимать большие подшипники, возьмите листовой металл шириной в 15 мм и кругляк поперечником в 30 мм.
- Первый этап изготовления — набросок. Рассчитайте длину лапок — она должна равняться 200 мм. Нанесите набросок на листовой металл в соответствии с чертежом и вырежьте лапки газорезкой, работающей на пропане и кислороде.
- Обработайте заготовку большим наждаком. Размеры всех лапок должны быть примерно одинаковыми, но абсолютно безупречные параметры не обязательны — допускается разница примерно в 1 мм. Когда эта часть работы будет завершена, нужно просверлить два отверстия в верхней части каждой лапки — они будут использоваться для расширения инструмента. Диаметр отверстий должен соответствовать диаметру болтов на 8 или 10. Если планируется работа с крупными подшипниками, сверлится по 3 отверстия на 12 или 14.
- Делаем сердцевину. Она изготавливается из металла-кругляка поперечником 30 мм и длиной 35 мм (50 и 45 мм при необходимости работы с массивными подшипниками). Берём заготовку и сверлим в ней отверстие под резьбу на 16 мм (30 при необходимости в более крупном изделии), нарезаем резьбу с мелким шагом. По сторонам через каждые 120 градусов наносим метки, к которым затем привариваем держатели лапок. Расстояние между ними должно быть равно ширине лапки. Теперь надо просверлить отверстия в держателях. Их следует расположить на определённом расстоянии от центра, чтобы лапка могла захватить большой подшипник.
 Так должны выглядеть детали будущего съемника
Так должны выглядеть детали будущего съемника
Простой способ изготовления самодельного устройства для съёма
Этот вариант проще в исполнении, но изделие окажется не таким удобным. Вам понадобятся следующие инструменты и материалы:
- стальная труба, внутренний диаметр которой будет больше диаметра подшипника;
- металлическая пластина толщиной более 5 мм;
- болгарка;
- шпилька с гайкой или болт с длинной резьбой;
- несколько гаек.
- Отрезаем кусок трубы нужных параметров.
 Отрезаем часть трубы
Отрезаем часть трубыРазмечаем на металлическом листе все нужные элементы, обводим трубу и подшипник.
Размечаем будущие деталиВырезаем детали болгаркой, обтачиваем их для соответствия точным параметрам.
Вырезанные деталиСверлим отверстия для болта в полученных шайбах.
Сверлим отверстия для болтовКак сделать двухзахватный съёмник ступичного подшипника: видео
Сделать съёмник подшипников своими руками совсем не трудно — не нужны ни дорогие материалы, ни специфические навыки. Воспользовавшись инструкциями, вы легко справитесь с задачей и получите полезный инструмент для ремонта авто.
Обзор товара Оправка для установки маслоотражательных колпачков ВАЗ ПАВЛОВСКИЙ ИЗ
Артикул: 41.7853-4016 , артикулы доп.: 10285
Код для заказа: 005047
Меняем маслосъемные колпачки своими руками
Всем привет! Являясь обладателем продукции отечественного автопрома, возникла необходимость в замене сальников клапанов, так как, судя по всем признакам, они начали пропускать – повышенный жор масла, резьба свечей в нагаре, дым из трубы при пуске.
Автомобиль уже с приличным пробегом, требует постоянных вложений, поэтому решил сэкономить и заменить колпачки своими руками не прибегая к сервису, заодно совместив это с заменой изношенного распредвала и кулачков, чтобы десять раз не лазить.
Заранее были приобретены необходимые инструменты и материалы: комплект колпачков, распредвал с рокерами, пара пружин и сухариков на всякий случай. Из инструментов нам понадобится набор ключей и головок, динамометрический ключ, молоток, намагниченная отвертка или пинцет, узкогубцы для съема колпачков, рассухариватель клапанов, оловянный пруток, отрезок термоусадочной трубки, если в комплекте с сальниками нет установочной втулки.
Оперативно пришла посылка с оправкой по забиванию колпачков.
Представляет из себя отрезок металлического прутка, рассточенный под форму сальника – просто и надежно.
Итак, давайте приступим. Глушим мотор и даем ему остынуть. Снимаем клапанную крыжку и выставляем метки ГРМ по Верхней мертвой точке 4-го цилиндра (ВМТ).
В этом положении мы можем заменить колпачки на 1 и 4-м цилиндре. Снимаем звезду респредвала и связываем ее с цепью, чтобы цепь не перескочила и не сбились метки, так как нам надо будет еще прокручивать коленвал.
Теперь с помощью фонарика удостоверяемся, что поршни 1 и 4-го цилиндров находится в верхнем положении. Начнем замену с первого цилиндра, снимаем пружины и рокера. Откладываем их согласно нумерации цилиндров, чтобы потом при сборке поставить каждый на свое место.
Вставляем оловянный прутик в свечное отверстие под клапан на котором будем заменять колпачок, надеваем рассухариватель и продавливаем тарелку с пружиной, вынимая освободившиеся сухарики, снимаем пружины клапана, а также нижнюю тарелку малой пружины, так как она нам будет мешать.
Все, доступ к сальнику открыт. Теперь с помощью узкогубцев осторожно, чтобы не повредить направляющую втулку клапана, снимаем старый сальник вверх.
Протираем посадочное место от масла, надеваем на кончик клапана установочную втулку, дабы не повредить новый сальник об острые края и осторожно одеваем колпачок, смазав рабочую кромку маслом. Снимаем втулку, надеваем оправку и несильными ударами молотка запрессовываем сальник до упора.
Так как показалось, что длины выточки под стержень клапана в оправке не хватит, то предварительно немного расверлил отверстие дрелью, благо металл довольно мягкий. Также наждачной бумагой зашкурил острые края.
Теперь ставим пружины и рассухариватель обратно и засухариваем клапан, после этого вынимаем прутик и наносим несколько несильных ударов молотком по стержню клапана, чтобы убедиться, что сухарики надежно встали по месту.
Аналогично меняем сальники на втором клапане и на клапанах 4-го цилиндра, затем проворачиваем коленчатый вал на 180 градусов и заменяем сальники 2 и 3-го цилиндра. Перед установкой рокеров и распредвала еще раз внимательно проверяем “засухаренность” клапанов и собираем все обратно.
После установки распредвала настраиваем зазоры в клапанах.
Так как менял колпачки в первый раз, то работа заняла весь день. К сожалению, замена помогла не особо, так как на проверку оказались изношеными еще и направляющие втулки клапанов. Но, ценный опыт получен и, думаю, в будущем, если придется менять эти направляющие, он еще пригодиться.
Также, перед работой рекомендую основательно подготовиться и найти инструкцию по замене колпачков для конкретно вашего автомобиля, так как есть много ньюансов, которые в данный обзор вместить не удалось. И желательно все же иметь подобный цанговый съемник колпачков вместо пассатижей https://www.avtoall.ru/s_emnik_kolpachkov_maslootrajayushih_5_6mm_avtom-959842/ – сэкономит кучу времени. Ну, и небольшое видео ниже, может кому поможет, замена колпачков своими руками – это не так уж и трудно.
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
 Отрезаем часть трубы
Отрезаем часть трубы Размечаем будущие детали
Размечаем будущие детали Вырезанные детали
Вырезанные детали Сверлим отверстия для болтов
Сверлим отверстия для болтов














 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.