Как расточить эллипс трубы своими руками?
Как расточить цилиндр мотоцикла
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Причины выхода из строя цилиндра
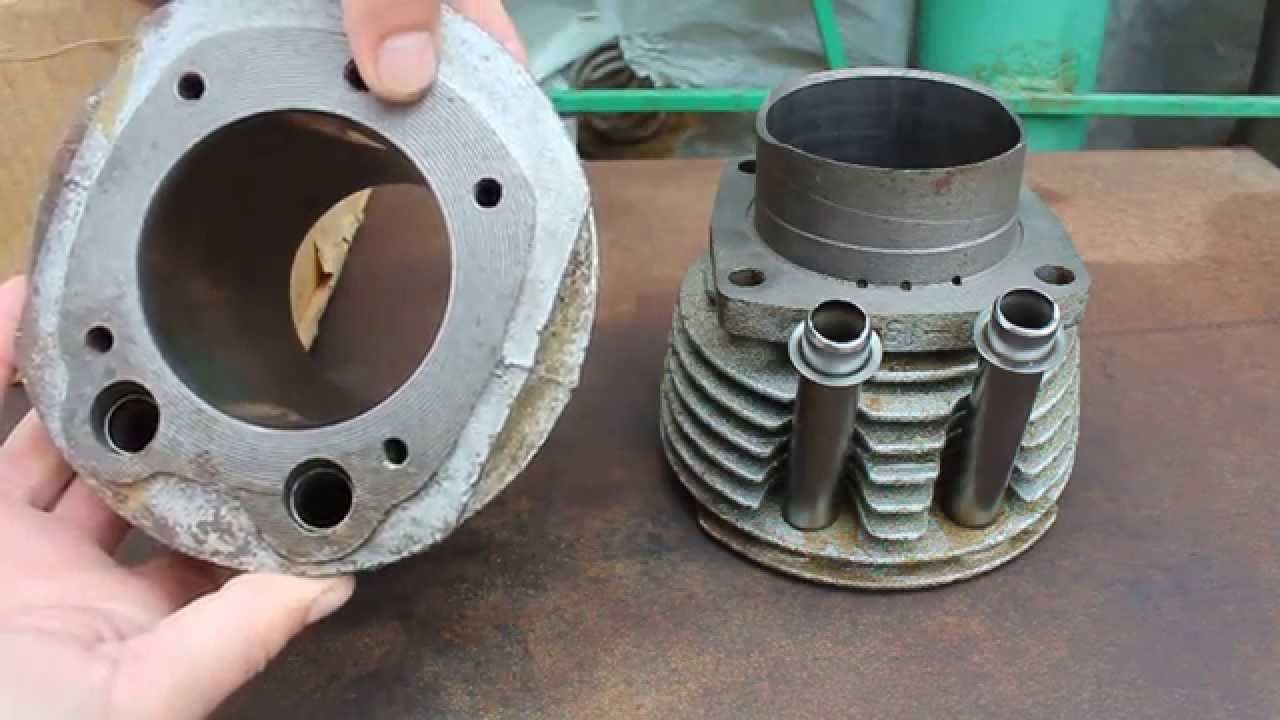
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Замена поршня и расточка цилиндра
 Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
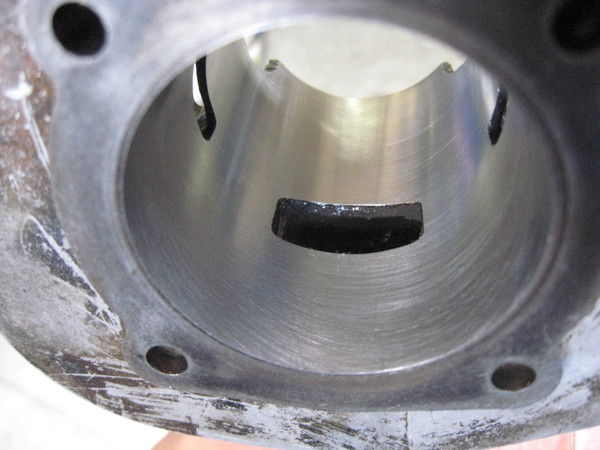
 Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Процесс расточки цилиндра
 Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
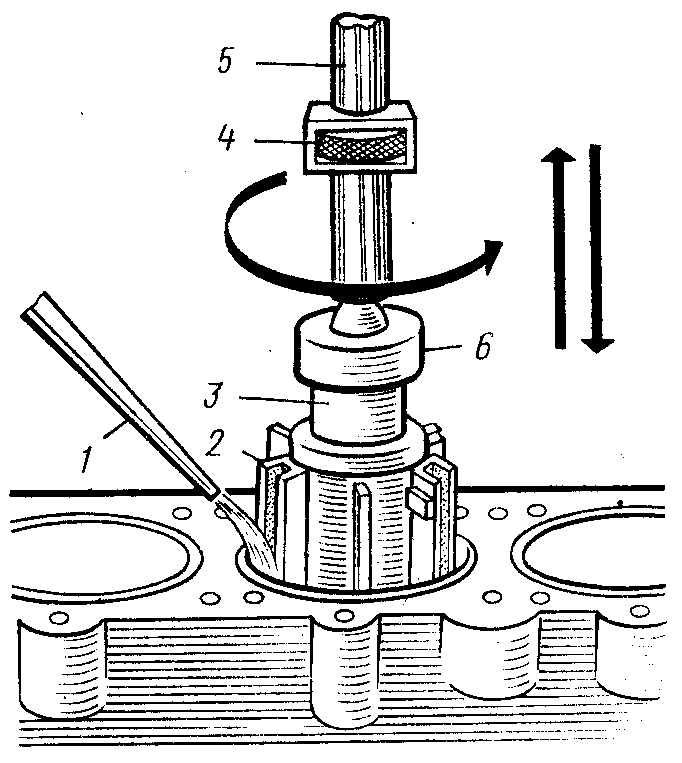
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.

Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Эллипс вместо окружности
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Сообщения 11
1 Тема от volkivan1 2016-07-20 07:12:18
- volkivan1
- Новичок
- Неактивен
- Зарегистрирован: 2016-07-07
- Сообщений: 6
Тема: Эллипс вместо окружности
Всем привет, у меня такая проблема на фрезерном станке HAAS TM2 при рассточке отверстия получается эллипс. Рассточка
g3 x-16.03 y z-0.100 I-16.03 J фреза скоростная d20
Размер по х 51.43 по y 52.10 мерил микрометром. Фреза проверил на индикаторной стойке, отклонений нет. Базирование тоже правильное. В чем может быть дело и как настроить станок на ровное отверстие. Глубина отверстия 26, d52(+0.03) под подшипник.
2 Ответ от Twitte 2016-07-20 08:31:04


- Twitte
- Администратор
- Неактивен
- Зарегистрирован: 2015-08-04
- Сообщений: 590









Re: Эллипс вместо окружности
Всем привет, у меня такая проблема на фрезерном станке HAAS TM2 при рассточке отверстия получается эллипс. Рассточка
g3 x-16.03 y z-0.100 I-16.03 J фреза скоростная d20
Проверьте калибровку осей. Правильно ли все Step Записаны ? перепроверьте на все рабочие поле .
3 Ответ от volkivan1 2016-07-20 09:05:52
- volkivan1
- Новичок
- Неактивен
- Зарегистрирован: 2016-07-07
- Сообщений: 6
Re: Эллипс вместо окружности
Всем привет, у меня такая проблема на фрезерном станке HAAS TM2 при рассточке отверстия получается эллипс. Рассточка
g3 x-16.03 y z-0.100 I-16.03 J фреза скоростная d20
Проверьте калибровку осей. Правильно ли все Step Записаны ? перепроверьте на все рабочие поле .
Знать бы как это сделать, уже все руководство перерыл так найти и не удалось
4 Ответ от Twitte 2016-07-20 11:21:03
- Twitte
- Администратор
- Неактивен
- Зарегистрирован: 2015-08-04
- Сообщений: 590
Re: Эллипс вместо окружности
Знать бы как это сделать, уже все руководство перерыл так найти и не удалось
Ну можно проверить так. Переместите порта в начало станка. Вместо фрезы зажмите карандаш . поставьте точку. и задайте станку проехать допустим метр. И ставьте еще одну точку. И измеряйте линейкой расстояние между точками.
5 Ответ от volkivan1 2016-07-20 11:45:47
- volkivan1
- Новичок
- Неактивен
- Зарегистрирован: 2016-07-07
- Сообщений: 6
Re: Эллипс вместо окружности
Знать бы как это сделать, уже все руководство перерыл так найти и не удалось
Ну можно проверить так. Переместите порта в начало станка. Вместо фрезы зажмите карандаш . поставьте точку. и задайте станку проехать допустим метр. И ставьте еще одну точку. И измеряйте линейкой расстояние между точками.
Так и сделал, по х получил отклонение в – 0.1 если мерить от 0 в минус, и без отклонений в плюс.
6 Ответ от Twitte 2016-07-20 12:24:47
- Twitte
- Администратор
- Неактивен
- Зарегистрирован: 2015-08-04
- Сообщений: 590
Re: Эллипс вместо окружности
Так и сделал, по х получил отклонение в – 0.1 если мерить от 0 в минус, и без отклонений в плюс
В матче есть калибровка . Можно попробовать изменить степы ней . Вот статья https://777russia.ru/pages/view/?view=a … & >
7 Ответ от nariman.rizaev 2016-12-02 12:27:22
- nariman.rizaev
- Новичок
- Неактивен
- Зарегистрирован: 2016-11-29
- Сообщений: 2
Re: Эллипс вместо окружности
у меня такая же проблема,вот только фрезеровал до сегодняшнего дня круги отлично,оси откалибровал,разбежка получается в 3мм,с чем это еще может быть связано?
8 Ответ от Twitte 2016-12-02 13:02:41
- Twitte
- Администратор
- Неактивен
- Зарегистрирован: 2015-08-04
- Сообщений: 590
Re: Эллипс вместо окружности
у меня такая же проблема,вот только фрезеровал до сегодняшнего дня круги отлично,оси откалибровал,разбежка получается в 3мм,с чем это еще может быть связано?
Может быть несколько вариантов . Неправильная УП . Малая точность в УП. И появился люфт по оси .
9 Ответ от gavrilenko_ily 2017-01-13 12:51:41
- gavrilenko_ily
- Новичок
- Неактивен
- Зарегистрирован: 2017-01-13
- Сообщений: 5
Re: Эллипс вместо окружности
Натяжные ремни новые?
Всем привет, у меня такая проблема на фрезерном станке HAAS TM2 при рассточке отверстия получается эллипс. Рассточка
g3 x-16.03 y z-0.100 I-16.03 J фреза скоростная d20
Размер по х 51.43 по y 52.10 мерил микрометром. Фреза проверил на индикаторной стойке, отклонений нет. Базирование тоже правильное. В чем может быть дело и как настроить станок на ровное отверстие. Глубина отверстия 26, d52(+0.03) под подшипник.
10 Ответ от Fly 2017-01-13 15:29:14

- Fly
- Модератор
- Неактивен
- Откуда: Москва
- Зарегистрирован: 2016-01-03
- Сообщений: 338



Re: Эллипс вместо окружности
Всем привет, у меня такая проблема на фрезерном станке HAAS TM2 при рассточке отверстия получается эллипс. Рассточка
g3 x-16.03 y z-0.100 I-16.03 J фреза скоростная d20
Размер по х 51.43 по y 52.10 мерил микрометром. Фреза проверил на индикаторной стойке, отклонений нет. Базирование тоже правильное. В чем может быть дело и как настроить станок на ровное отверстие. Глубина отверстия 26, d52(+0.03) под подшипник.
Скорее всего механика.
1 люфт или клин в оси (ПРИ УСЛОВИИ ЧТО ОСИ ОТКАЛИБРОВАНЫ).
11 Ответ от skripnikovnikolay 2017-02-26 22:48:30
- skripnikovnikolay
- Новичок
- Неактивен
- Зарегистрирован: 2017-02-26
- Сообщений: 9
Re: Эллипс вместо окружности
Была такая же проблема на чпу газорезе. Решено – корректировал количество импульсов шагового двигателя передвижения газореза. Двигатель Х оси работал корректно, а по Y некорректно, его и исправлял
Сообщения 11
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Форум работает на PunBB , при поддержке Informer Technologies, Inc
Сгенерировано за 0.051 секунды (95% PHP — 5% БД) 8 запросов к базе данных
Восстановление отверстий: наплавка и расточка, как восстановить разбитое отверстие в металле
Продолжительная эксплуатация машин и механизмов приводит к износу посадочных мест подшипников, валов, втулок, пальцев – как и любые детали они со временем потребуют восстановления. Замена корпусов или крышек, в которых расположены отверстия, обходится слишком дорого и занимает продолжительное время. Повреждения приводят к тому, что техника и оборудование надолго выходят из строя. Компания производитель работ и заказчик несут значительные убытки в результате простоя.
Поэтому изготовители металлообрабатывающего оборудования разработали и представили на рынок специализированные мобильные комплексы для обновления геометрии радиальных проемов в металлических деталях. Это позволило отказаться от полного демонтажа изношенных деталей и ремонтировать, не снимая их с техники и оборудования.
Что такое восстановление отверстий
Под реставрацией посадочных мест вращающихся, опорных и фиксирующих элементов цилиндрической формы подразумевают исправление нарушений размеров радиальной геометрии путем:
- предварительной подготовки;
- проточки для устранения эллипсности;
- наплавки металла на поверхность;
- черновой и финишной механической обработки.
Для выполнения восстановительного комплекса работ применяют специализированное оборудование, совмещающее в себе применение современных сварочных технологий и возможность металлообработки с высокой точностью фрезерования. Процесс реставрационных мероприятий предусматривает возможность обработки одного отверстия или одновременно нескольких, расположенных на одной оси.
Реставрация посадочных мест позволяет значительно сэкономить время и деньги за счёт отказа от приобретения от приобретения нового оборудования или дорогих запасных частей. При этом мобильная конструкция наплавочного восстановительного оборудования позволяет производить работы как в стационарных, так и в полевых условиях.

В каких случаях применяется
Применение расточно-наплавочных комплексов необходимо для приведения в рабочее состояние дорожной и строительной техники, погрузчиков и подъемных кранов, прокатных станов, конвейеров, электродвигателей, металлообрабатывающих станков и другого оборудования. Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
- наплавление металлического слоя;
- радиальную расточку отверстий в металле с точностью обработки 0,01 мм;
- снятие фасок и торцевание;
- проточку канавок для установки стопорных колец;
- сверление;
- нарезание резьбы.
Отремонтированные таким образом детали и компоненты приобретают не только первоначальные геометрические размеры в соединениях и сочленениях, но и механические свойства обновленных поверхностей: твердость, прочность, износостойкость и т.п.
Мобильная расточка и наплавка отверстий очень удобна для выполнения реставрационных работ в полевых условиях. Владельцу машин и механизмов не нужно решать вопрос демонтажа изношенного узла и транспортировки его в ремонтную мастерскую или на завод. Ремонтно-восстановительные мероприятия организуют и проводят на месте.

Такое оборудование широко используют:
- в судостроении и ремонте судов;
- при восстановлении энергетического и горнодобывающего оборудования;
- для ремонта дорожно-строительной техники;
- в тяжелой индустрии и сельском хозяйстве;
- для наплавки и расточки отверстий экскаватора;
- при обслуживании подвижного железнодорожного состава;
- для реставрации коммунального и лифтового оборудования;
- для ремонта подъемно-транспортных механизмов, землеройной и дорожной техники;
- на конвейерах и прокатных станах и на предприятиях тяжелой промышленности.
Специфика реставрируемых элементов такова, что они требуют предельно точно соблюдать все размеры и соотношения, учитывать особенности соединения, а также характер механического воздействия в работе детали, узла и всей системы в целом.
Станки для восстановления отверстий деталей с наплавкой и расточкой применяют для различных видов работ в труднодоступных местах. С их помощью:
- обеспечивают работоспособность оборудования и трубчатых деталей длиной до 4 метра;
- нарезают резьбу;
- приводят в норму диаметральные размеры;
- обрабатывают снаружи параллельные поверхности;
- производят шлифование и сверление.
Наплавка с последующей фрезерной обработкой признана на сегодняшний день лучшей технологией для возвращения работоспособности дорогостоящим узлам и механизмам. Поэтому приобретение специализированного станка при наличии нескольких единиц рабочей техники всегда экономически оправдано. В том случае, если количество механизмов невелико, можно обратиться за оказанием подобной услуги.
Этапы проведения работ
Наплавочный способ восстановления изношенных деталей включает 6 последовательных этапов:
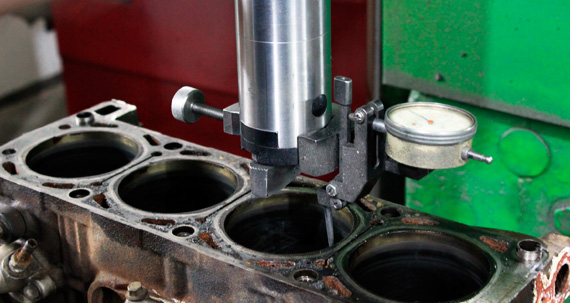
- подготовка, осмотр и измерения;
- установка и центровка рабочего вала;
- первая расточка отверстий в металле для устранения эллипсности и других дефектов;
- нанесение металла на поверхность;
- окончательное фрезерование под номинальный размер;
- финишная обработка поверхности.
Первичная расточка необходима даже при отсутствии дефектов, поскольку толщина обновленного слоя не может быть менее 2 мм. Завершающая (финальная) – производится в случаях повышенных требований к качеству поверхности.
Перед тем как восстановить разбитое отверстие в металле, расточно-наплавочный станок закрепляют на корпусе детали при помощи сварки или другим доступным способом. После выполнения центровки возможна простая проточка под калиброванный ремонтный размер или восстановление размеров в прежний номинал. В этом случае комплексная обработка предусматривает проработку всех технологических этапов, перечисленных выше.

Важной технической особенностью мобильных расточно-наплавочных комплексов является возможность одновременной проработки двух и более мест, расположенных на одной оси. При этом диаметры обработки разных поверхностей могут быть различны.
Подготовка поверхности
На этапе подготовки к восстановлению деталей сваркой и наплавкой выполняют осмотр осмотр ремонтируемой детали, производят необходимые измерения, проверяют совпадение осей, определяют способ закрепления центровочного комплекта. В зависимости от типа и конструкции детали центровочный блок может быть зафиксирован с двух сторон, а для обработки нескольких разнесенных поверхностей, на крайних торцах.
Рабочий агрегат жестко закрепляют на корпусе детали с помощью электросварки или другим возможным способом. В результате вес обрабатывающего инструмента не будет влиять на точность выполнения операций.

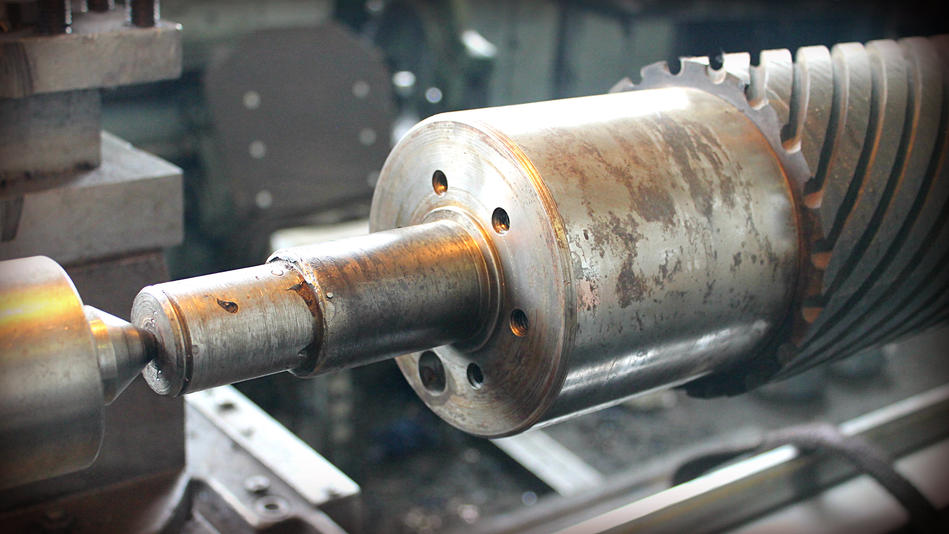
Установка и центровка вала
Особая конструкция центровочного комплекта позволяет установить любое положение борштанги, чтобы обеспечить необходимое направление оси места восстановления или точное осевое совпадение двух обрабатываемых диаметров. В этом случае центровка борштанги производится после выполнения комплекса измерений по менее изношенному узлу.
На предварительно отцентрированную борштангу закрепляют фиксирующие суппорты, которые при помощи сварки окончательно фиксируют станок в нужном положении. Для крепления станка допускается вместо сварки применять метизы соответствующих диаметров, а при малой толщине детали – зажимные элементы типа струбцин.
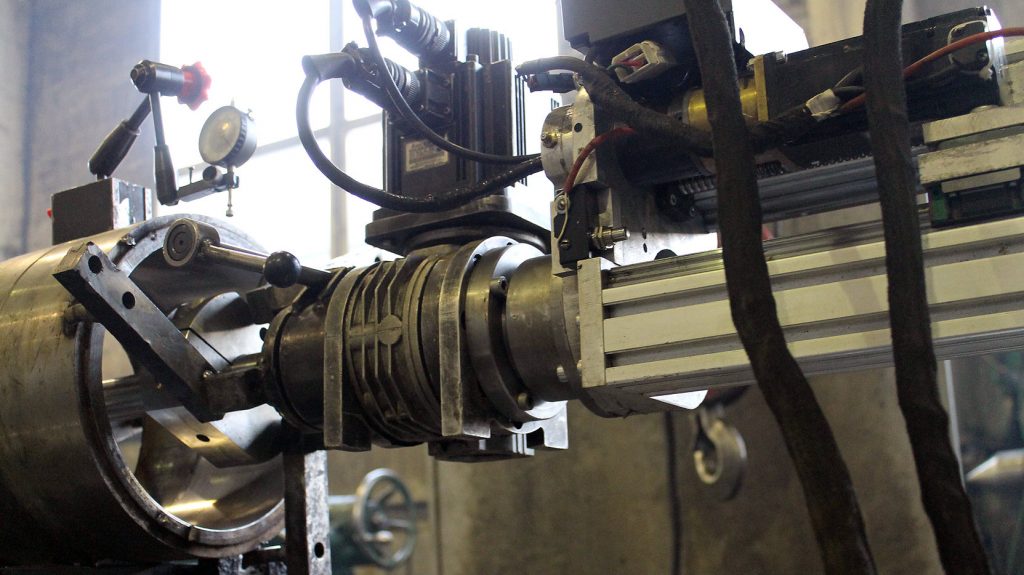
Фрезерование и устранение эллипсности
После окончательной фиксации станка центровочный комплект удаляют, и на борштангу устанавливают резец, с помощью которого будет производиться первая расточка. Она необходима для устранения эллипсности, которая возникает в результате износа при работе машин и механизмов. Кроме этого, проведенные ранее измерения могли показать нарушение соосности двух противоположных посадочных мест.
После первой фрезеровки поверхностей оба отверстия будут располагаться на одной оси, и геометрическая конфигурация станет точно радиальной, без эллипсоидных отклонений. Однако размер после завершения работы уже не будет соответствовать заводскому номиналу. В этом случае возможны два технических решения по восстановлению диаметра:
- повторное фрезерование под расчетный ремонтный размер с высокой точность обработки и горячая установка металлической гильзы;
- нанесение металла на поверхность и расточка под заводской номинал.

Работа мобильного расточно-наплавочного комплекса предусматривает второй вариант восстановления и ремонта отверстий. Это проще, быстрее и намного дешевле, чем изготовить и установить ремонтную гильзу. Кроме того, подобная технология обновляет тело металла и исключает возможность смещения нового покрытия, в отличие от запрессованной гильзы.
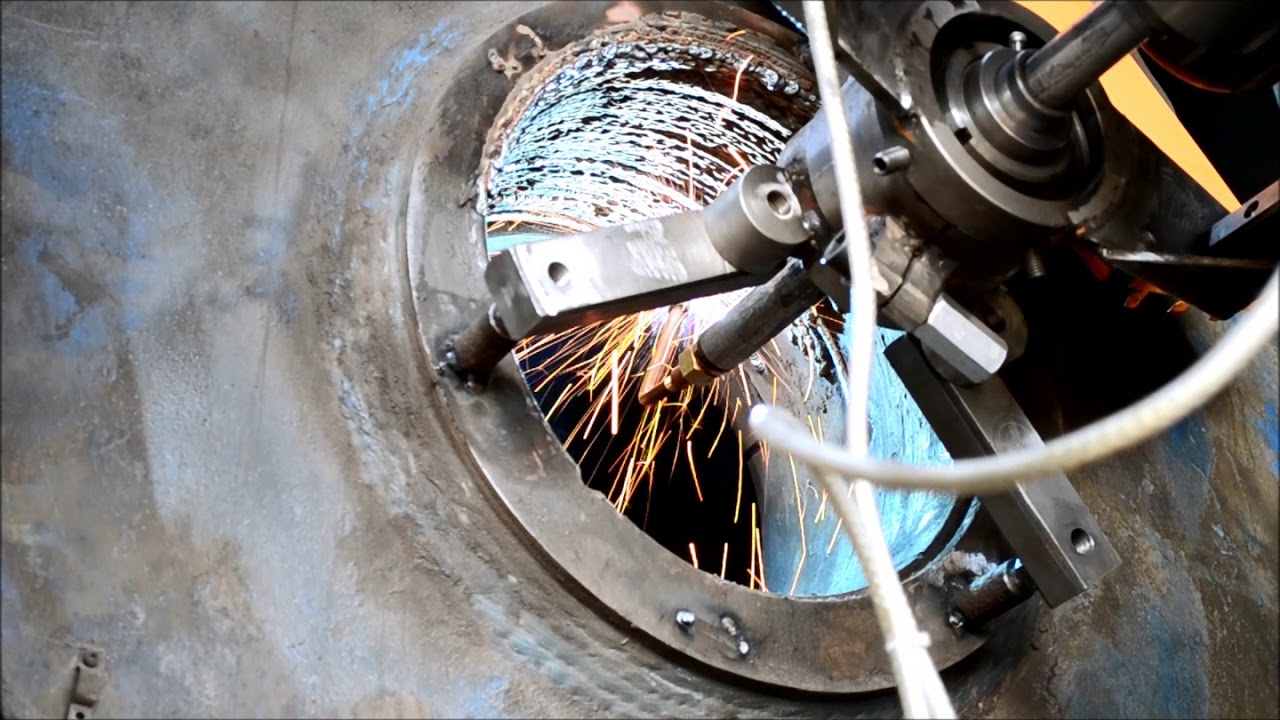
Наплавка
Для наплавления слоя металла на радиальную поверхность используется электросварочный аппарат инверторного типа с автоматической подачей проволоки к месту обработки. В зависимости от марки сплава восстановление деталей вибродуговой наплавкой может осуществляться в обычных атмосферных условиях или защитной инертной среде. Обычно она представляет собой смесь из 80% аргона и 20% углекислого газа.
Расточная борштанга заменяется на наплавочную, к которой подключается сварочный инверторный аппарат и газовый баллон. При отсутствии готовой смеси аргона и углекислого газа подключаются 2 баллона через специальный редукторный смеситель.
Наплавка предусматривает нанесение одного или нескольких слоев металла и осуществляется в автоматическом режиме. Работа станка обеспечивает самостоятельное вращение сварочной насадки и ее продольное перемещение без участия оператора.

Физико-механические свойства наплавляемого слоя полностью соответствуют или даже превышают характеристики основного металла обрабатываемой детали. В зависимости от марки сварочной проволоки, силы тока и скорости прохождения твердость слоя находится в пределах 20-30 HRC.
Фрезерование под номинал
После наплавки металла и его полного остывания наплавочную штангу снимают и на ее место снова устанавливают фрезеровальный инструмент. Механические способы восстановления отверстий предусматривают проточку поверхности за два раза. Сначала выполняется черновая проточка для максимального приближения к номинальному размеру с обязательным плюсовым допуском. При этом величина допуска не превышает 0,5 мм, обычно 0,2-0,3 мм.
Первая обработка не обеспечивает высокой точности, поскольку производится с другой целью. Во время фрезерования под номинал устраняют весь поверхностный сварочный шлак и грубые неровности после наложения слоев. В результате геометрия отверстия приобретает ровную поверхность, максимально приближенную к номинальному размеру.

Финишная обработка поверхности
На следующем этапе работ выполняют чистовое фрезерование с обеспечением точности в пределах 0,01 мм. Для этого снижают скорость прохождения резца и постоянно контролируют проточки с помощью выносных цифровых индикаторов.
Окончанием работ является проведение контрольных замеров, определяющих качество работы, демонтаж станка с корпуса и механическая зачистка следов сварки, которая применялась для фиксации суппортов. Расточно-наплавочная технология предусматривает возможность немедленной сборки отреставрированного узла и начало работы механизма.

Необходимое оборудование
Самые мощные мобильные комплексы оборудования позволяют реставрировать радиальные элементы диаметром от 25 мм до 1,5-2,0 метра при длине обработанной поверхности до 4-х и более метров.
Одним из известных торговых брендов для восстановления и ремонта отверстий наплавкой являются американские расточные комплексы Climax. Их конструкция допускает точную обработку диаметров от 35 до 2030 мм с точностью и скоростью стационарного станка. Движение рабочих органов осуществляется при помощи электрического и гидравлического привода. Управление оборудованием полностью автоматизировано. Наличие специальных запатентованных кронштейнов позволяет отказаться от применения сварки для фиксации на корпусе реставрируемого узла или детали. Однако стоимость таких комплексов предусматривает их приобретение только в случае большого парка ремонтируемой и обслуживаемой техники.
Более доступное по цене оборудование для восстановления отверстий это станки модельного ряда WS, выпускаемые европейской компанией Sir Meccanica. Модели WS компактны и предусматривают мобильное применение. В качестве режущего инструмента используются стандартные токарные резцы из быстрорежущей стали. Электропривод отличается низким уровнем энергопотребления.

Одними из лучших моделей от отечественных производителей по стоимости и по качеству можно назвать станки серии «Пионер». Это оборудование для мобильной расточки и наплавки отверстий является мощным устройством, позволяет эффективно решать большинство задач, связанных с ремонтом техники и механизмов. Вкладывая относительно небольшие средства в приобретение этого оборудования, вы сможете обеспечить высокое качество ремонтных работ для своей техники и организовать выездные услуги для других компаний.
По желанию заказчика специалисты компании «Сармат» изготовят борштанги любых необходимых размеров и внесут другие конструктивные изменения для выполнения конкретно поставленных задач.