
Сорвал резьбу в блоке цилиндров что делать?
Ремонт сорванной резьбы в блоке. Кто и как делает?
fedor_bel Junior Member Автор темы
13 лет на сайте
пользователь #83210
Привет, сорвана резьба в отверствии (под болт ролика ремня ГРМ). Пока посадил болт на герметик (силиконовый, что под рукой было), но это же не надежно. Кто в Минске может помочь? Нашел вроде подходящий метод ремонта – Резьбовые вставки HELICOIL http://www.bollhoff.ru/ru/ru/fasteners/special_fastener/thread_te . licoil.php Штука по видео классная – кто в Минске работает с такой? Или все используют какой альтернативный метод ремонта?
ByWorld Senior Member
16 лет на сайте
пользователь #13641
Пользовался HELICOIL, это лучшее что есть в наше время.
fedor_bel Junior Member Автор темы
13 лет на сайте
пользователь #83210
ByWorld, Спасибо! А где вы пользовались? Не могу найти того, кто-бы занимался такой технологией. Если вы пользовались и вы из Минска, можно ли у Вас взять в аренду мечик, ввертывающий и обрезающий инструменты и купить ввертышь? Не могу найти кто бы занимался таким в Минске.
fedor_bel Junior Member Автор темы
13 лет на сайте
пользователь #83210
Нашел замечательного мастера, только записаться к нему на прием сложновато – много работы и нет секретарши. 80297763054. Такое ощущение, что он один на весь город. Резьбу починил – машина спасена! Спасибо. А то силиконовый герметик, на который я приклеил болт вначале, держал, как на соплях. Чуть-чуть повернул и достал. Что бы я делал, если бы не нашел его – хана мотору была бы.
TesterMe Member
8 лет на сайте
пользователь #513242
Да, Helicoil в Беларуси походу никто не продает. Вот заказал с censored М6*1 12шт. с метчиком и сверлом – посмотрю как будут работать. А вот по поводу восстановления свечной резьбы – на Ждановичах в Автограде в точках инструмента все-таки есть втулки для ее восстановления. Не Helicoil вроде, но есть и там не пружинки, а просто втулки. А вот если просто резьбу восстановить в отверстии (как у меня) тут уже приходится искать Helicoil.
user_48134947724 Neophyte Poster
6 лет на сайте
пользователь #811441
где можно купить вставки?
ByWorld Senior Member
16 лет на сайте
пользователь #13641
48134947724, за вас в гугле поискать?
Хамстер Neophyte Poster
9 лет на сайте
пользователь #345853
[censored by Андрей Владимирович]
Красная карточка была показана пользователю за этот пост модератором Андрей Владимирович (9 октября 2013 16:18)
Основание: п3.5.16
TesterMe Member
8 лет на сайте
пользователь #513242
Хамстер, от млин, а я думал вам позвонить, но так и не позвонил У меня было глухое отверстие в картере скутера – в итоге заплавил HTS-2000, пока все держится!
Melbyy Senior Member
14 лет на сайте
пользователь #38638
Что то не могу найти Helicoil в Минске. Поставил бы себе Time-Sert от Wuerth (У них 2 магазина в Минске + футорки поштучно продают), но у меня новая резьба есть для свечи, а там шаг резьбы 1,5 М16 а Time-Sert предполагает только 1.25. С футорками force связываться больше не хочу –

ByWorld Senior Member
16 лет на сайте
пользователь #13641
С нестандартными размерами да тяжковато.
М6, М8 и М10 не проблема.
Melbyy Senior Member
14 лет на сайте
пользователь #38638
Time-sert в расверленное отверстие м16 походу буде болтаться бо там футорка с диаметром 15.6.
Единственный нормальный вариант это аналог helicoil – vcoil которые у нас продаются и вроде люди не жалуются да боинги клепают с их помощью. Только набор стоит в районе 50эвро.
Постараюсь купить в ближайшее время, потом собственно отпишу о результатах.
Melbyy Senior Member
14 лет на сайте
пользователь #38638
Началось всё с того, что я по не аккуаратности сорвал резьбу свечного отверстия. Услуга такую на не оказывают, а мастера
гаражники предлагали снять головку, поставить футорку, поставить головку. Но получалось совсем не бюджетно. Быстро проштудировав рынок был куплен набор Force 64101 (за 16у.е) где в компле идёт 4 футорки под разные свечи и комбинированный
метчик 14-16*1,25 (Кстати в интернете про шаг резьбы метчика инфы почти нет, на одном сайте я нашёл, что шаг якобы 1.5, а
на самом деле 1.25). Глаза боятся, а руки делают. Поставив себе данную футорку и посадив на гермет, я надеялся на долго
забыть о данной проблеме. Спустя пару месяцев, я отдавал машину в ремонт на замену маслосъёмных колпачков без съёма ГБЦ. Естественно мастер выкручивал свечи. Собственно заменили мне колпачки, но я заметил, что масло из первой и последней свечи сочиться через резьбу. Подумал что пришло время купить наконец таки динамометрический ключ для свеч. Купил 5-25 т.к. у меня 2 ситроена и них свечи нужно затягивать с усилием 25Нм. Первую свечу, которая была вкручена через футорку открутить не удалось, срабатывал стопор на ключе. Пришлось взять инструмент из набора. Мастер затянул, так затянул свечу. В итоге Футорка Force просто расползлась на нитки, но нижняя её часть осталась в колодце на нескольких витках. Четвёртая свеча открутилась легко, т.к. держалась не на всех витках резьбы. Т.е. резьбу мне сорвали Т.е. мне нужны были уже 2 футорки как я покупал ранее. Отдельно они не продаются. Только в наборе с метчиком и 3-мя не нужными мне футорками. Итого 36 у.е. Решил не покупать, а погуглить по поводу различных футорок/вставок/ввёртышей. Кто то ставит медную/бронзовую футорку и расверливает отверстие до 18, но мне такой вариант не подходит т.к. есть шанс задеть охл. каналы ГБЦ, а это уже совсем другие деньги на ремонт.
Из цивилизационных способов существуют варианты по типу HeliCoil(и аналоги) или Time-Sert от фирмы Wuerth.
На беларуском рынке можно купить поштучно ввёртыши Time-Sert (около 7 у.е. за свечной с длиной 16,8), но не забывайте про набор инструмента. Он для Time-Sert стоит порядка 100 евро. Обычный метчик не подойдёт т.к. судя по русскому каталогу диаметр ввёртыша 15,6, а не 16. Так же нужен инструмент для “фаски” под ввёртыш. Развальцовочник для установки втулки и сверло. В целом получается довольно дорого. Так же производитель говорит, что со свечными отверстиями работа выполняется только при снятом ГБЦ. Эт не мой вариант. Зато очень подкупает, что “Технология TIME-SERT одобрена для применения ведущими изготовителями автомобилей” в списке есть Мерс, БМВ, Фиат, Фольц, Ситроен, Субару, Порше, Вольво, Шкода, Ауди, Кавасаки, Рено, Форд и т.д. Маркетинг работает во всю и подкупает таких как я (Не понравилось, что wuerth обсирает пружинные вёртыши на своём сайте. Как-то это не красиво)
Что же насчёт аналога Time-Sert. это Helicoil и про него мы может много узнать с буржуйских сайтов либо с российских. В РБ поисковики выдают только вопросы по приобретению данных вёртышей, но как правило остаются без ответов. Есть правда одна фирма которая может привезти Helicoil, но только под заказ в течении 20 дней. Благодаря долгому гуглению нашёл информацию про заменители Helicoil которые так же сертифицированы (а на одно время как я понимаю втавки такого типа были единственным сертифицированным продуктом) как и Helicoil и в большинстве своём делаются в Дойчленде . По фирмам кроме Helicoil можно найти V-coil,
Recoil и BaerCoil. И о чудо. на рынке РБ представлены V-
coil. Производитель предполагает нарезание резьбы без съёма ГБЦ. Цена демократичнее чем от Wuerth, но тоже кусается. 50-60 и более евро за набор инструмента с 5-10 вставками. Что касается маркетинга, то до пружинных вставок он тоже добрался “В каталоге, представляющем проволочные резьбовые вставки системы ”HeliCoil”, есть упоминание, что в конструкции самолёта Боинг 747 используются 250 000 (двести пятьдесят тысяч . ) различных резьбовых вставок этой системы,- и это один из факторов, способствующих высочайшей прочности и надёжности этого самолёта.” Молодцы блин. люблю я правильную рекламу. Кстати гугля нашёл информацию, что пружинки эти используют на маленьких самолётах с мощными двигателями которые разогреваются до 200 градусов и среднее количество оборотов достигает 6000 в минуту. Случаев улетания свечи, дальше самолёта не было .
Купил комплект фирмы Voelkel V-Coil 14*1,25. Внутри оказалось 10 вставок (с длинной 16,8 (производитель правда меряет малёк по другому, у него есть D1, D1.5 и т.д), т.е. внутри лежали как мне надо), ручка для закручивания, метчик (не комбинированный, хорошо, что метчик форсовский остался). Цена 70 у.е. за наличный. По бн чуть дешевле.
Пока еще не ставил, т.к. темнеет рано, работаю до заката, а машина стоит около дома. Жду выходных. Без дождя. Желательно солнечных и без ветреных Обязательно постараюсь сделать фото отчёт.
Восстановление резьбы — внутренней и наружной


Причин срыва резьбы может быть несколько: коррозия, применение слишком большого момента затяжки, загрязнение резьбового канала. Для восстановления резьб существует несколько современных эффективных методик.
Восстановление резьбы выпускного коллектор автомобиля
Представьте себе выпускной коллектор, который в нескольких местах закрепляется к блоку цилиндров двигателя болтами или шпильками. Повреждение хотя бы одного отверстия такой детали представляет существенную проблему. Даже отсоединить этот узел от двигателя зачастую непросто: за многие годы эксплуатации он из-за высоких температур намертво прикипает к своему посадочному месту. А потом еще надо найти мастера с нужным метчиком, заплатить за работу…
устранить проблему самому, поскольку смятый профиль в отверстии не позволит вкрутить в него болт, а даже может испортить резьбу и на нем.


Можно воспользоваться «родным», выкрученным только что, или другим, но точно таким же по размеру и профилю.
Зажимаем его головку в слесарных тисках так, чтобы стержень был направлен вверх. Затем ножовкой по металлу точно по центру стержня прорезаем паз примерно на 3-5 витков.

Далее обильно смазываем машинным маслом разрезанный болт и поврежденное место, и вкручиваем этот своеобразный метчик в него вначале от руки насколько хватит сил, далее – гайковертом, вкручивая и выкручивая его несколько раз подряд.


В результате резьбовые выступы на болте, разрезанные пазом, входят в углубления и постепенно срезают смятия.

Выкрутив после этого наш своеобразный метчик, убеждаемся, что сам он остался цел, а что еще важнее – он полностью восстановил профиль в отверстии.

Теперь в него можно ввернуть этот или другой такой же болт до конца силой одной руки и закрепить деталь в предназначенное для нее место.

Как восстановить внутреннюю резьбу с помощью рассверливания?
 Простейший способ – рассверливание старой дефектной резьбы с изготовлением новой – большего диаметра. Но такой вариант не всегда подходит, поскольку второй элемент также придется переделывать под увеличенный диаметр. Один из способов решения проблемы – изготовление футорки, которая представляет собой трубку с бортиком и двумя резьбами. Внутренняя имеет старый диаметр, наружная – увеличенный. Футорка ввинчивается на место и фиксируется с помощью сверления отверстия и установки штыря.
Простейший способ – рассверливание старой дефектной резьбы с изготовлением новой – большего диаметра. Но такой вариант не всегда подходит, поскольку второй элемент также придется переделывать под увеличенный диаметр. Один из способов решения проблемы – изготовление футорки, которая представляет собой трубку с бортиком и двумя резьбами. Внутренняя имеет старый диаметр, наружная – увеличенный. Футорка ввинчивается на место и фиксируется с помощью сверления отверстия и установки штыря.
Сейчас в продаже предлагаются готовые резьбовые вставки различных видов.
Крепление петли капота
Иногда этот дефект возникает в отверстии, к которому крепится петля капота. Поступаем точно так же, как и с выхлопным коллектором.

Крепежный болт закрепляем в тисках и выполняем паз на его стержне, добавляя смазки, после чего закручиваем его от руки, пока это возможно.

Далее процесс продолжаем с помощью гайковерта, несколько раз заворачивая и отворачивая самодельный метчик.

При этом, разрезанные профили его резьбы, приводят в порядок профиль в отверстии, выполняя функции метчика. Вынув болт, можно убедиться, что резьба на нем и внутри в полном порядке. Болт в него теперь легко вкручивается от руки. Если затем его поджать гайковертом, то он обеспечит необходимое усилие затяжки.


Как оперативно восстановить наружную и внутреннюю резьбу в металле с помощью специального инструмента?
Отделочный метчик обладает способностью самостоятельно настраиваться на шаг и диаметр резьбы. Инструмент оснащен лезвиями из закаленной стали, служащими для подравнивания повреждений канавок. Отделочные метчики выпускаются в 9-ти размерах.
Этапы восстановления наружных и внутренних резьб:
- система самостоятельно настраивается на нужный размер;
- целые части резьбы служат направляющими;
- инструмент удаляет заусенцы и ржавчину;
- для работы с мягким металлом – алюминием, латунью, медью – предусмотрены полиамидные колпачки.
Инструмент может использоваться для резьб: правых, левых, метрических, дюймовых, с мелким и крупным шагом. Усиленные варианты отделочных метчиков используются в горно-, газо-, нефтедобывающей промышленности, в трубопроводах, шахтных и других крупногабаритных машинах.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
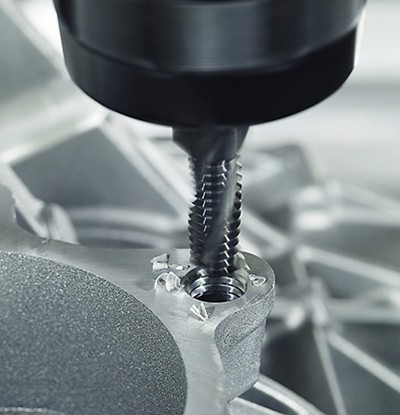 Шаг 2 – Формирование резьбы
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
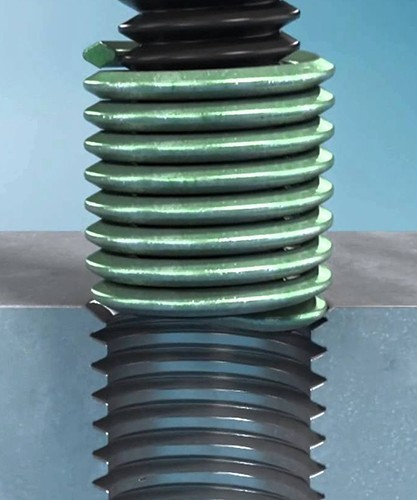 Шаг 3 – Ввертывание вставки
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Восстановление резьбы на блоке цилиндров двигателя
Рассматриваемая проблема может возникнуть и на блоке цилиндров двигателя, особенно если он изготовлен из алюминиевого сплава. Забитая или смятая резьба в отверстии не позволяет установить болт как положено. Он либо не вкручивается, либо стремиться пойти не так, как нужно.

Повторяем процедуру, которую мы использовали с выхлопным коллектором и узлом крепления петли на капоте. Стержень зажатого в тиски болта разрезается с конца ножовкой по металлу на глубину нескольких витков.

Затем, удалив с него металлические частицы, и обильно смазав, закручиваем от руки в отверстие с повреждениями. Как только болт надежно войдет туда на несколько витков, берем в руки гайковерт и осторожно и постепенно вворачиваем и выворачиваем его, пока не пройдем все глубину до конца.

Убеждаемся, что резьба в отверстии восстановлена, а на болте она не получила повреждений. Доказать это можно вкручиванием его на место на всю глубину от руки.

Можно ли восстановить резьбу холодной сваркой?
Холодной сваркой называют полимерный состав, предназначенный для заполнения дефектов и склеивания отдельных частей. Для восстановления резьбы применяют двухкомпонентный состав, продаваемый в двух тюбиках. Популярные марки: «Алмаз», «Полимет», ABRO.
Порядок проведения работ по восстановлению резьбы в корпусном элементе
- При помощи содержимого первого тюбика обезжиривают поверхности, предназначенные для контакта.
- Далее на дефектную внутреннюю резьбу наносится состав из второго тюбика.
- Содержимое обоих тюбиков смешивается в равных долях на неметаллической поверхности.
- Состав наносится на резьбу детали, предназначенной для вкручивания. Деталь вкручивают.
- Для восстановления резьбы выжидают предписанное в инструкции время при установленном температурном режиме.
Вывод
Этот на удивление простой способ восстановления резьбы в отверстиях, учитывая, что ежедневно в мире производятся миллионы болтов, можно причислить к выдающимся техническим решениям.
Преимущества применения ремонтных вставок
 Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Смотрите видео
Технология восстановления внутренней и наружной резьбы
Для того, чтобы провести восстановление резьбы при помощи холодной сварки следует использовать двухкомпонентное вещество, которое продается в двух тюбиках.

Восстановление резьбы холодной сваркой
Порядок действий таков:
- Первым делом следует вскрыть упаковку и вытащить из нее все имеющиеся компоненты;
- Далее нужно тщательно обезжирить рабочую поверхность при помощи первого тюбика, причем это нужно сделать как на внутренней, так и на внешней резьбе, ведь попадание лишних частей во время самого процесса и наличие какого-либо налета приводит к ухудшению качества результата;
- Поверхность детали, на которой располагается резьба, обрабатывается антиадгезионным составом, что находится во втором тюбике;
- Затем из обоих тюбиков выдавливается одинаковое количество вещества и перемешивается на неметаллической поверхности, что удобнее делать всего шпателем;
- Полученный состав наносится на поверхность резьбы, после чего деталь вворачивается внутрь и остается засыхать;
- Следует выждать время, какое написано в инструкции и соблюсти температурный режим, после чего все будет готово.
«Важно! Следует оба вещества тщательно перемешивать до однородной консистенции.»
«Обратите внимание! При нанесении материала его должно быть столько, чтобы при вворачивании излишки вылезали от давления наружу, что обеспечивает правильное формирование витков, где сохраняется шаг и форма.»
Восстановление резьбы холодной сваркой
Операции по техническому обслуживанию машины в большинстве случаев проводятся с откручиванием и затягиванием элементов резьбового крепления. При повреждении таких деталей, как шпилька, гайка и болт, они заменяются на новые. Но ремонт становится более целесообразным при повреждении резьбы в корпусном элементе.
Деталями крепления свечи зажигания не являются, но у них есть присоединительная резьба, которая повреждается в следующих случаях:
- При попадании пыли и грязи. Для предотвращения этого в двигателях с колодцем станет полезным отвернуть свечу на несколько оборотов перед снятием и при помощи кисти или продувки воздухом удалить загрязнения.
- Работа со свечным ключом, не обеспечивающим должную фиксацию и приводящим впоследствии к перекосу.
- Затягивание с превышением допустимого усилия, точную величину которого можно найти в инструкции по эксплуатации.

Осуществляется восстановление резьбы различными методами, обладающими собственными нюансами. Для каждого случая подбирается наиболее оптимальный в зависимости от цены, трудозатрат, технологического оснащения и конструкции. Каждый вид ремонта подразумевает соблюдение допуска размера и обеспечения соотношения отверстий.
Для того чтобы осуществить восстановление резьбы в блоке, рациональна установка вставки самонарезного или спирального вида, с наличием фиксирующего пояса, а также заплавление отверстия. Вставка не должна касаться камеры сгорания. В завершение установки производится ее калибровка при помощи метчика для избавления от повреждений, нанесенных во время монтажа.
Что такое холодная сварка
Она представляет собой способ наращивания и объединения металлических элементов, без влияния высоких температур. В данном случае поверхности не свариваются, а склеиваются. Масса для холодной сварки начинает деформироваться, затем проникает в детали, используемые для работ. Здесь отсутствует обоюдное проникновение веществ друг в друга, появление межатомных связей, но возникает плотное соединение. При этом данный способ помогает произвести восстановление свечной резьбы, воссоздать потерянные элементы и заделать повреждения.

Проведение работ
Сегодня можно найти в магазинах большой перечень товаров иностранного и российского производства. Стоит отметить два главных типа: пластилинообразные и жидкие. Последние имеют в составе два компонента, представляющих собой основную массу, используемую в склеивании, и отвердитель. Пластилинообразные средства состоят из бруска с одним или несколькими слоями, перед применением которого необходимо перемешивание. Для того чтобы осуществить восстановление внутренней резьбы холодной сваркой, желательно приобрести двухкомпонентное средство, реализуемое в двух флаконах.
Требуется предварительное обезжиривание всех поверхностей и антиадгезионная обработка как снаружи, так и внутри, так как присутствие налета и мелких частиц способно ухудшить результат. Далее смешиваются компоненты из двух флаконов на пластиковой или деревянной поверхности. Наносится полученная масса на резьбу, которая вкручивается внутрь и оставляется до полного высыхания. При соблюдении режима температур восстановление резьбы будет завершено по истечении времени, указанного в инструкции.

Ремонт с обычной сваркой
С двигателя снимается головка цилиндра и при помощи сварки заплавляется поврежденный участок свечи. На фрезерном или расточном станке углубление под свечу подвергается механической обработке, и восстанавливаются привалочные поверхности. Новое отверстие сверлится под установленным углом, и нарезается резьба. Опрессовка головки является заключительным этапом, она представляет собой проверку герметичности в водной бане высоким давлением воздуха.
Стоит отметить, что в области сварки слишком большой нагрев может способствовать появлению трещин. Поэтому наплавление металла используется в крайних случаях, когда невозможно использование других методов.

Восстановление резьбы вставкой с опорным фланцем
На фрезерный или расточный станок устанавливается головка блока. Сорванная резьба высверливается и нарезается новая для использования ремонтной вставки. Она изготавливается на токарном станке чаще всего из бронзы. Внутри должна быть резьба с требуемой размерностью. Для выполнения функции отведения тепла вставка должна плотно соприкасаться со стенками, для этого диаметр наружной резьбы изготавливается больше, чем номинальный. Она заворачивается в головку после нанесения бакелитового лака. Деталь закрепляется при помощи развальцовки края вставки.

Ручная реставрация
Восстановление сорванной резьбы вручную, не снимая с двигателя головку блоков, не способно должным образом соотнести старое и новое отверстие, что может испортить деталь. Также сложно предотвратить попадание стружки и плотно закрепить вставку, избежав откручивания вместе со свечой.
Спиральная вставка
Данный метод применяется в основном на снятом блоке, но при подходящей глубине колодца, расположении и размере можно избежать разбора двигателя. Перед тем как начинать восстановление внутренней резьбы, нужно проверить расположение клапанов и поршня для обеспечения места для вкручивания инструмента.
Производится подготовка отверстия под свечу метчиком комбинированного типа, дающим возможность работать без металлорежущего станка. При нахождении головки на двигателе закладывается в углубления пластичный смазочный материал, для того чтобы удержать стружку.
Метчик во время закручивания в нарушенное отверстие для свечи центрируется и вырезает резьбу без перекосов. Опорный фланец вставки способствует нештатному расположению свечи, при этом данный способ не подходит для головок, имеющих коническое уплотнение из-за небольшого диаметра колодцев.

Вставка с закрепляющим пояском
После формирования детали наружная и внутренняя резьба нарезаются таким образом, чтобы не возникали совмещения впадин и выступов профиля, что позволяет добиться требуемой прочности элемента. При помощи установочного устройства вставка заворачивается в свечные колодцы с большой глубиной и достаточно легко убирается с наружной стороны. Термостойкий клей поможет в обеспечении герметичности. На двух внешних витках вставки должна присутствовать накатка для плотной фиксации после развальцовки при помощи специального профиля.


-
Как заматовать машину?

-
Как отличить битую машину?
-
Нет данных в РСА что делать?
-
Автоколонки 13 СМ какие лучше?
-
Течет рулевая рейка что делать?
-
Чем мыть форсунки своими руками?
-
Как правильно мыть новую машину?
-
Как выправить диск своими руками?
-
Последняя запись в ПТС что делать?
-
Что нужно для сдачи прав на машину?
-
Куда деть старые автомобильные шины?
-
Сколько хранятся автомобильные шины?










detector