Что делать если треснул блок двигателя?
mishana1979 › Blog › ДИМЕТ ремонт трещин блока двигателя ремонт гбц


друзья нашел такую вещь в нете. Холодное газодинамическое напыление Алюминий, медь, цинк, никель, олово
Ремонт ГБЦ (устранение дефектов, промоин, прогаров, заполнение межклапанной трещины, трещины привалочной плоскости и пр.)
Ремонт выработки в блоке цилиндров мотоцикла (ремонт поршней силовых цилиндров, выравнивание формы поверхности поршня)
Ремонт корпуса раздаточной коробки
Ремонт посадочных мест подшипников
Ремонт постелей распредвала (повреждение поверхности крышек и постелей в головке блока)
Ремонт ротора генератора (выполнение напыления медных токосъемных контактов)
Ремонт чугунного блока цилиндров (приваривание и герметизация в случае поломки)
Ремонт трещины в чугунном блоке цилиндров (герметизация медным порошком)
Ремонт трещины в алюминиевом поддоне
Цинкование крыла автомобиля (устранение различных дефектных зон — ямочек, каверн, выравнивание поверхности, кроме того, в случае возникновения коррозии крыла – приваривание)
Применение ДИМЕТ
В настоящее время оборудование ДИМЕТ применяется во время выполнения таких работ:
Реставрация дефектных металлических деталей
Герметизация элементов течи жидкостей и газов
Нанесение электропроводящего материала на изделия
Нанесение подслоев на различные основы для пайки
Нанесение антикоррозионного покрытия
Ремонт автомобилей
Специальные применения
Реставрация дефектных металлических деталей
Технология ДИМЕТ направлено на эффективное восстановление дефектных участков металлических изделий. Это возможно благодаря низкому тепловложению, поскольку поверхность напыления не нагревается. В таких условиях устранения дефекта не вызывает деформации детали и любых структурных превращений металла. Оборудование действует на обрабатываемую деталь локализовано, не затрагивая бездефектные участки. Единственное, необходимо учитывать, что такая технология может использоваться только, если отсутствуют высокие требования к твердости и износостойкости покрытия.
С помощью ДИМЕТ сегодня устраняют такие дефекты и повреждения:
Дефекты силуминового, чугунного и стального производственного литья.
Повреждения автомобильных запчастей.
Повреждения деталей, узлов, агрегатов машин и механизмов (восстановление механических поврежденных силуминовых деталей, посадочных мест подшипников, корпусов насосов и др.)
Дефекты литьевых форм для литья, пресс-форм для изготовления пластиковой упаковки, пресс-форм для производства резинотехнических изделий.
Герметизация элементов течи жидкостей и газов
Иногда применение герметизирующих компаундов ограничивается техническими характеристиками емкостей (высокое давление, высокие или низкие рабочие температуры). Минимальная рабочая температура компаундов составляет -30 ºС, а максимальная (для высокотемпературных герметиков) +275 ºС. Тогда эффективно использовать оборудование ДИМЕТ. Имея низкую пористость и газопроницаемость, наносимые покрытия могут применяться для герметизации элементов криогенных систем, систем охлаждения, трубопроводов, теплообменников, различных емкостей и других конструкций. С помощью покрытия, состоящего из меди, цинка и корунда, можно ремонтировать детали, используемые при температуре до 800 ºС. С помощью покрытия, состоящего из алюминия и корунда, можно ремонтировать изделия, рабочая температура которых 500-600 ºС. Это же покрытие используется для нанесения диффузного защитного слоя на детали, рабочая температура которых 800-1200 ºС.
Нанесение электропроводящего материала на изделия
Высокая электропроводность и адгезия алюминиевых и медных покрытий делает их применение эффективным и целесообразным. Покрытие наносят на такие детали:
алюминиевые и стальные детали и изделия (омеднения шин, покрытие поверхностей заземления);
керамические изделия (монтажные платы, фарфоровые изоляторы).
Нанесение подслоев на различные основы для пайки
Покрытия легко наносятся на чугун, алюминий и другие металлы, керамику, стекло, ситаллы. Эти подложки обеспечивают высокую адгезию к основе, поэтому дальше на нее можно наносить слой меди, залуживать его любимы припоями и создавать паяные соединения необходимого назначения.
Нанесение антикоррозионного покрытия
В качестве защиты от низкотемпературной коррозии применяются покрытия на основе алюминия и цинка. С помощью оборудования ДИМЕТ® создаются покрытия, которые полностью отвечают требованиям стандартов ГОСТ 28302-89, ГОСТ 9.304-87 и требованиям других нормативных документов. По стойкости к коррозии данные материалы превосходят лакокрасочные и многие металлические покрытия.
Покрытия применяются для обработки сварных швов, небольших деталей и локальных зон, пораженных коррозией.
В авторемонте оборудование ДИМЕТ пользуется наибольшим спросом, в частности, для ремонта двигателей, кузова и различных запчастей автомобиля.
Восстановление поверхности кузова (на стыках, при наличии дефектов, вмятин).
Антикоррозионная обработка сварных швов, локальных зон кузова (цинкование) и сварных швов, локальных участков выхлопного тракта (алюминирование).
Устранение дефектов в блоке цилиндров (БЦ), устранение дефектов в головке блока цилиндров (ГБЦ) (прогары, коррозионные промоины), реставрация свечной резьбы в ГБЦ.
Устранение дефектов в алюминиевых, чугунных, стальных деталях двигателя, их герметизация (микротечи, небольшие трещины и прочие дефекты в ГБЦ, БЦ, крышках, кожухах, коробке переключения передач и др).
Устранение дефектов в элементах системы автокондиционирования (утечка фреона).
Реставрация посадочных мест подшипников.
Напыление логотипов, номеров, контрольных меток, медных контактных площадок электрооборудования, напыление на чугунных моделях, в литейном производстве и пр.
Устранение промоин на бронзовых поршнях.
Специальные применения
Имея ряд эффективных технологических свойств, метод нанесения покрытий может применяться в специальных условиях:
Трещина в блоке цилиндров
Появление трещин в блоке цилиндров (БЦ) и головке БЦ (ГБЦ) — достаточно распространенная проблема. Трещины могут появляться в результате естественного износа, после заклинивания агрегата, аварии и т.д. К счастью, современные технологии позволяют восстановить поврежденный элемент, а порой убрать трещину в БЦ водитель может даже самостоятельно.
Прежде чем описывать способы устранения неисправности, рассмотрим, как эту неисправность найти. Есть несколько способов обнаружить трещину блока цилиндров:
- с помощью ультразвука,
- с помощью магниточувствительного оборудования,
- методом гидроконтроля,
- метод пневматической опрессовки.
На автосервисах чаще всего трещины ищут с помощью воды или воздуха. В поврежденный элемент подается воздух, затем деталь опускается в ванну с водой и по пузырькам становится видно, где кроется проблема. Если закачивать в элемент воду, то в месте трещины она будет просачиваться.

Когда место раскола найдено, можно приступить к ремонту. Один из самых популярных методов — это сварка (как электрическая, так и «холодная»). Заварить можно практически все расколы, кроме трещин в области седла клапана, стенок цилиндра и мест прилегания блока и головки БЦ.
Чтобы не пришлось делать повторный ремонт, важно соблюдать все рекомендации. Чтобы восстановить блок из чугуна, нужно засверлить концы трещины, а затем зашлифовать ее по всей длине под углом 90 градусов. Для сварки блок цилиндров разогревается до 650°C, затем с помощью присадочного чугунно–медного прута и флюса наносится сплошной шов, а в конце для постепенного охлаждения детали используется специальный термошкаф.
Если используете электрическую сварку, то блок прогревать не надо. В конце работы шов нужно обезжирить с помощью ацетона, а затем покрыть эпоксидной пастой (при комнатной температуре застывает за 24 часа, при 100°C — примерно за 2 часа). Последний этап — шлифовка шва.

Помимо сварки, есть еще пару популярных методов ремонта БЦ: эпоксидная паста, заплатка из стеклоткани, технология SEAL-LOCK. Если используете эпоксидную пасту и стеклоткань, то металл предварительно нужно хорошенько обезжирить. Затем можно поочередно наносить слои пасты и стеклоткани, последним должен быть эпоксид.
SEAL-LOCK удобен тем, что для ремонта не нужен сварочный аппарат и не нужно демонтировать ДВС. Смысл технологии в том, что трещина заполняется специальной прослойкой из мягкого металла. Порядок действий здесь такой:
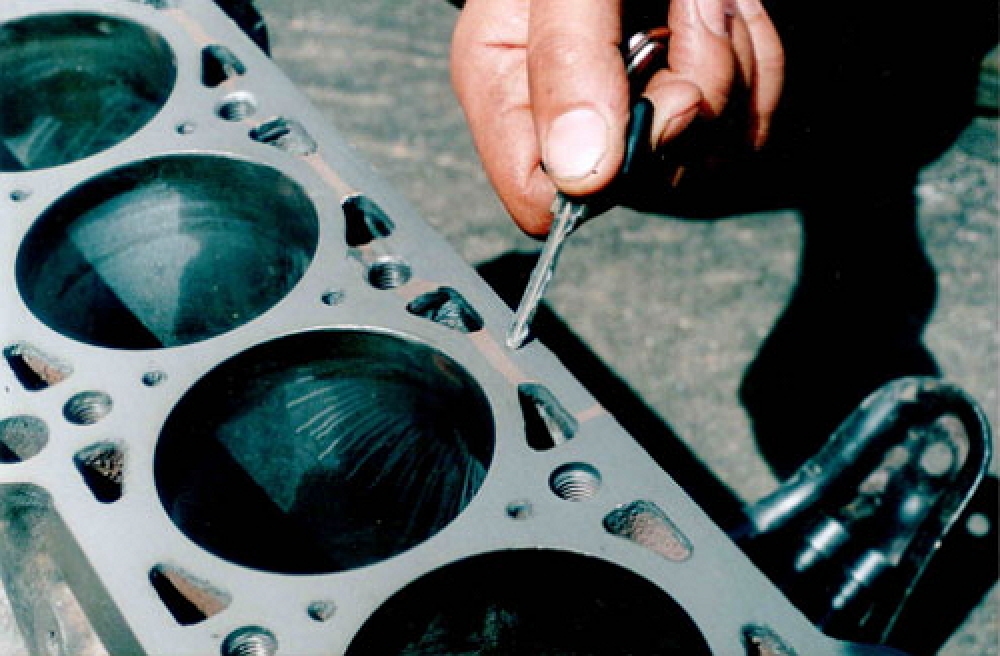
1) Сначала нужно засверлить края трещины, далее поперек раскола с определенным шагом делаются отверстия, в них вставляются стяжки-скобы, связывающие края трещины.
2) Между скобами высверливается отверстие. Далее идет нарезка конусной резьбы специальным метчиком. Полученное отверстие нужно обработать, чтобы удалить окисную пленку. Затем в него вкручивается конусообразная заглушка, материал которой активно контактирует с металлом БЦ.
3) Часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, затем вкрутить ее специальным инструментом. Под большим усилием мягкая заглушка сломается там, где сделан подпил. Выступающие части шлифуются.
4) Далее сверлится следующее отверстие, причем так, чтобы получилось частичное перекрытие с предыдущим отверстием с заглушкой. И таким образом заглушками заполняется вся трещина. В конце производится шлифовка и спрессовка шва.

Нужно сказать, что шов, который получается по описанному выше методу, лучше сварного по ряду показателей. Ему не страшны перепады температур, он не получает значительного напряжения и не разрушается даже при высоких температурах.
Как заделать трещину в ГБЦ? Причины появления, диагностика и способы устранения

Причины появления трещин в головке блока цилиндров
Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкости в системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).
Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим ос новные места появления трещин в ГБЦ
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
Теперь предлагаю перейти непосредственно к перечню способов решения данной проблемы.
Как заделать трещину в ГБЦ — четыре проверенных способа

-
Газовая или электрическая сварка. В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой. Сама ГБЦ перед сваркой как следует нагревается (
600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.
Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.

- Эпоксидная паста. Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки. Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток. В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
- Эпоксидная паста + стеклоткань. Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом. Важно: от края заплаты до края трещины должно быть не меньше 15-20 мм. Каждый новый слой должен перекрывать предыдущий. Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.

- Установка штифтов. По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм. В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью. Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие. Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
Все вышеперечисленные работы должны выполняться специалистами, или людьми, которые понимают всю сложность процесса и умеют обращаться с теми или иными материалами.
Рекомендую посмотреть как производят ремонт трещин бока и ГБЦ профессионалы: